In the world of food production, hygienic food processing plant sockets are not just an accessory but a critical component. The global food industry faces immense pressure to prevent bacterial contamination while maintaining high operational efficiency. Standard industrial sockets often harbor dirt and bacteria due to their crevices. These hidden pockets become breeding grounds for pathogens like Listeria and Salmonella. Therefore, modern facilities must transition to specialized hygienic solutions designed for harsh washdown environments . This article explores the engineering, standards, and real-world applications of these vital components.
The High Stakes of Contamination in Splash Zones
Understanding the risk begins with recognizing the distinct zones within a food plant. The EN 1672-2 standard defines the food zone, splash zone, and non-food zone -1. The splash zone is particularly challenging for electrical infrastructure. In this area, components do not contact food directly but are subjected to frequent cleaning. These cleaning cycles involve high-pressure water jets and aggressive chemical agents . If a socket allows water ingress or chemical corrosion, the entire production line faces shutdown. A single contamination event can lead to massive product recalls and brand damage.
Defining the Hygienic Design Standard for Sockets
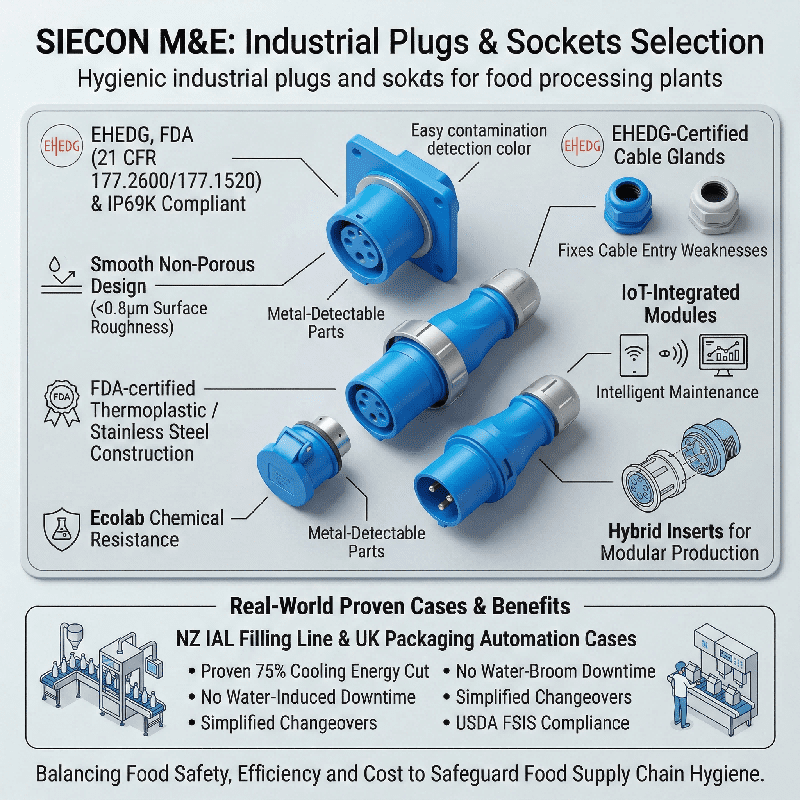
So, what exactly makes a socket suitable for a food processing plant? The primary requirement is a smooth, non-porous surface finish. Engineers specify a surface roughness of less than 0.8 micrometers to prevent bacterial adhesion . Additionally, true hygienic design eliminates sharp corners and crevices where food particles can accumulate. The European Hygienic Engineering & Design Group (EHEDG) provides stringent guidelines for these features . Sockets must also be resistant to the thermal shock of cleaning, functioning reliably in temperatures ranging from -40°C to +125°C .
Material Science: FDA Compliance and Ecolab Resistance
The materials used in hygienic food processing plant sockets are subject to rigorous regulatory oversight. In the United States, the FDA sets forth regulations in 21 CFR 177.2600 for rubber and elastomers, and 21 CFR 177.1520 for polyolefins . High-performance connectors often utilize polypropylene housings that conform to these FDA directives -1. Beyond regulatory compliance, materials must withstand the chemical onslaught of cleaning agents. Therefore, components require certification from bodies like Ecolab, proving they resist alkaline and acid detergents without degrading . The blue color commonly seen on these connectors is intentional, enhancing visibility against stainless steel to aid in contamination detection .
Case Study: Implementing IP69K Connectors in a Bottling Line
To illustrate the practical benefits, consider a recent project with a New Zealand automation provider, Integrated Automation Limited (IAL). They were installing a new conveyor system for a high-volume bottling plant. The client demanded a solution that could withstand daily high-temperature washdowns without failing -4. Initially, standard stainless steel enclosures were considered, but the challenge was the interface point. The solution was the adoption of Rittal Hygienic Design (HD) enclosures paired with specialized IP69K-rated sockets. According to Donovan Ryan, Managing Director at IAL, the superior design and hygienic blue seals supported the high standard they aim for in every automation system . The result was a 75% reduction in cooling energy requirements for the electronics and zero unplanned downtime related to moisture ingress over six months .
Case Study: Modular Flexibility in Packaging Automation
Another compelling example comes from Packaging Automation Ltd. in the UK, as detailed by Electrical Engineer Steve Woodhead. Their team faced a challenge with machine changovers; rewiring for different product formats was causing costly delays. They turned to the Harting Han® F+B connector series to standardize their machine interfaces. By implementing these hygienic food processing plant sockets, they enabled a “plug and produce” methodology . The connectors allowed for rapid changes of end-of-arm tooling without opening control cabinets. This innovation eliminated complex rewiring and reduced setup times dramatically. The connectors” special fluting ensured that even in damp, humid conditions, installers” hands did not slip during changeovers .
Detectability: The Metal Detectable Feature
A rising trend in food safety is the inclusion of metal-detectable plastics in component design. In the unfortunate event that a part of a connector breaks off, it must be found immediately. ILME, a leader in this space, has introduced locking levers made with metallic additives . These levers are not only blue for visual detection but are also detectable by standard metal detectors used in quality control checks. This dual-layer safety ensures that if a socket component enters the production stream, it can be identified before reaching the consumer. This feature is rapidly becoming a non-negotiable standard for major food retailers.
Cable Entry: The Critical Weak Point Solved
A socket is only as strong as its cable entry point. The interface where the cable meets the enclosure is traditionally the weakest link. PFLITSCH addressed this with the “blueglobe CLEAN Plus,” the first cable gland to receive full EHEDG certification. This gland, used in conjunction with ILME T-TYPE HYGIENIC enclosures, provides a flush, crevice-free transition. Made from FDA-compliant plastic or stainless steel, it boasts a surface roughness of less than 0.8 μm. It achieves IP69K protection, ensuring that high-pressure jets cannot force water into the electronics. This symbiotic relationship between gland and socket is essential for long-term hygiene.
Streamlining Maintenance with Smart Technology
Modern hygienic food processing plant sockets are integrating with the Internet of Things (IoT). Rittal’s HD enclosures now feature QR codes that link to digital twins via ePOCKET technology . This allows maintenance staff to access wiring diagrams instantly on a smartphone. Instead of carrying paper manuals into the splash zone, technicians view schematics on sealed tablets. This reduces the risk of paper contamination and speeds up troubleshooting. When a socket needs replacement, the digital documentation ensures the new unit is wired correctly the first time, slashing downtime.
Navigating USDA and FSIS Regulatory Frameworks
While hardware is crucial, it must operate within a framework of strict sanitation procedures. The USDA FSIS mandates that establishments implement Sanitation Standard Operating Procedures (Sanitation SOPs) . Pre-operational inspections require that all food contact surfaces, including the exteriors of sockets in the splash zone, be visually clean before production begins . Inspectors are trained to look for any signs of adulteration. If a socket has a design that allows water to pool, it violates the intent of 9 CFR 416.2, which requires maintenance to prevent insanitary conditions. Thus, choosing the right socket directly aids in regulatory compliance and successful audits.
The Cost Efficiency of Thermoplastics Over Stainless Steel
Historically, stainless steel was the default material for washdown areas. However, advanced thermoplastics are displacing steel due to cost and weight advantages. A thermoplastic connector is significantly lighter, reducing strain on cabling and mounting points. They also offer price benefits without compromising on chemical resistance. ILME’s thermoplastic enclosures are self-extinguishing and robust, providing a sturdy connection that withstands the mechanical stresses of the factory floor. This shift allows plant managers to achieve hygienic goals while simultaneously reducing capital expenditure and energy costs associated with supporting heavy steel components.
Future-Proofing with Hybrid Inserts
Flexibility is key to future-proofing a food processing facility. The latest socket systems offer hybrid inserts that combine power, signal, data, and even pneumatics in a single connector. This versatility is vital for modern modular machinery. For instance, the Han® F+B system allows users to integrate RJ45 interfaces for Ethernet alongside 40 Amp power contacts . This consolidation reduces the number of openings in a control panel, thereby minimizing potential contamination points. As facilities move toward Industry 4.0, having sockets that can handle high-speed data transmission is essential for real-time monitoring of hygiene parameters.
Conclusion
Selecting the right hygienic food processing plant sockets is a decision that impacts food safety, operational uptime, and regulatory compliance. By prioritizing designs that meet EHEDG guidelines, utilize FDA-compliant materials, and offer IP69K protection, plant managers can mitigate the risk of contamination. The case studies from IAL and Packaging Automation Ltd. demonstrate that these solutions are not theoretical but proven in the field. Investing in high-quality, hygienic connectors is an investment in the integrity of the food supply chain.