The global cold chain logistics market is expanding at an unprecedented rate. Facilities must now operate efficiently in consistent deep-freeze environments reaching -30°C or lower . This growth places immense technical strain on electrical infrastructure, particularly industrial sockets and connectors. Standard industrial sockets are not designed for these brutal conditions; they fail due to material embrittlement, icing, and contact degradation. This guide provides an advanced technical deep dive into the low-temperature performance of cold storage industrial sockets. We will analyze failure mechanisms, material science solutions, and field-tested case studies to ensure operational reliability.
The Physics of Failure in Sub-Zero Environments
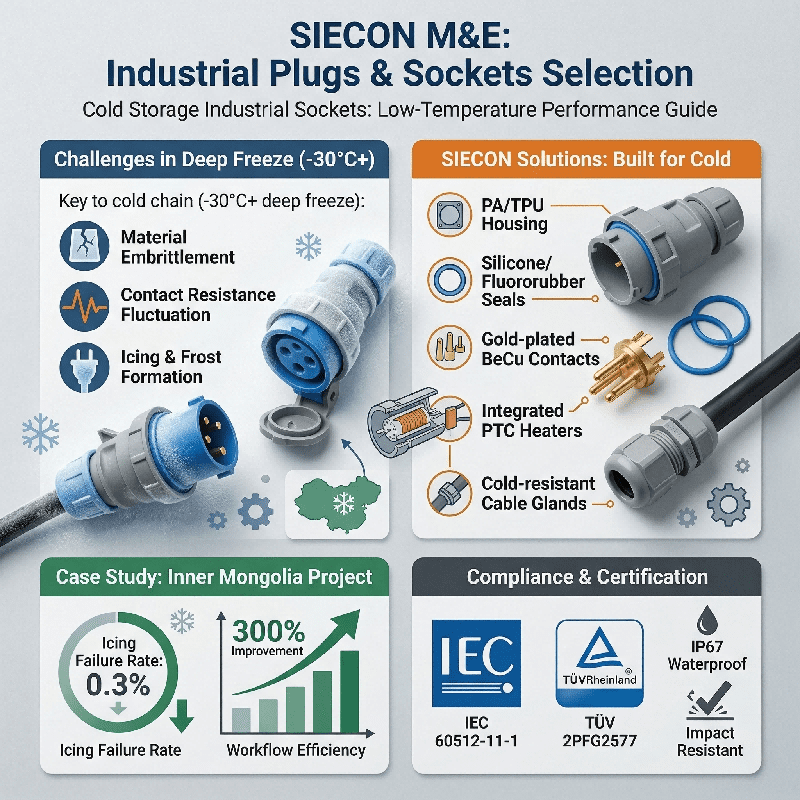
When temperatures drop below -20°C, the very physics of materials begins to change. Industrial sockets face a tripartite threat: material brittleness, contact resistance fluctuation, and ice formation. The housing materials of standard plugs, often Polyvinyl Chloride (PVC) or standard Polybutylene Terephthalate (PBT), lose their ductility. Experimental data indicates that ordinary PVC compounds can experience a reduction in elongation at break exceeding 60% at -25°C. This transforms a flexible casing into a brittle shell prone to cracking under the mechanical stress of routine plugging and unplugging.
Simultaneously, the metal contact interface faces the issue of differential contraction. Tin-plated copper contacts, common in commercial sockets, see a reduction in the bonding force between the plating and the substrate at extreme cold. At -30°C, this bond force can drop by approximately 15%, leading to an increase in contact resistance. If contact resistance rises, Joule heating becomes inconsistent, but more critically, signal integrity for automated guided vehicles (AGVs) and robotic pickers in the cold store is compromised.
Material Selection: Thermoplastics and Elastomers
Selecting the correct base polymer is the first line of defense against cold failure. For industrial sockets intended for cold storage, polyamide (PA) and specific TPU compounds are preferred over standard PBT. While some high-performance connectors utilize PBT with glass fiber (GF) for structural integrity, the GF content must be carefully balanced to prevent stress cracking. A superior solution involves the use of cold-resistant TPU, which maintains impact resistance down to -40°C.
The sealing elements, or gaskets, are equally critical. Standard Nitrile rubber loses its elasticity in deep freeze, becoming rigid and allowing pathways for moisture ingress. Manufacturers specializing in cold storage sockets utilize silicone or Fluororubber O-rings. These materials retain their compressive set even at -40°C, ensuring the IP67 or IP69K rating remains intact despite thermal cycling. This prevents the “breathing” effect where warm air is sucked into the connector during temperature fluctuations, which later condenses and freezes.
Contact Metallurgy and Plating Strategies
The choice of contact base metal and plating dictates the electrical reliability of the socket at low temperatures. Beryllium copper (BeCu) is often the optimal choice for the contact spring material. While some alloys become brittle, BeCu maintains a stable elastic modulus. However, engineers must note that at -25°C, even BeCu can see an increase in elastic modulus, which paradoxically can reduce contact pressure if the spring geometry is not optimized for cold environments. Therefore, contacts must be tuned specifically for cold force ratings.
Plating is where the “low-temperature” specification becomes nuanced. Standard tin plating is susceptible to “tin pest” at very low temperatures (though this is more relevant below -40°C) and fretting corrosion. For high-reliability cold storage applications, gold plating over a nickel barrier is the gold standard. Gold does not oxidize and maintains a stable, low contact resistance regardless of temperature. Although more expensive, gold-plated beryllium copper contacts ensure that signal transmission for temperature sensors and motor controls remains flawless in fluctuating cold environments.
The Icing Conundrum: Condensation and Frost
Even if the socket survives the cold mechanically, it faces an operational killer: ice. When robotic handling equipment moves from a -30°C freezing tunnel to a 0°C antechamber, condensation forms instantly on every surface. If this equipment is re-entering the deep freeze, that moisture freezes into a layer of ice. In one documented cold chain storage case, robots crossing temperature gradients eight times daily accumulated ice layers thick enough to increase connector insertion forces by 300% .
This leads to two specific failure modes. First, mechanical jamming where ice physically prevents the plug from seating fully. Second, electrical shorting where ice crystals breach the IP67 seal, reducing insulation resistance from 100 MΩ to dangerous levels. To combat this, advanced cold storage sockets now feature integrated heating elements, such as PTC heaters, that maintain the connector surface temperature slightly above ambient, preventing ice formation at the critical mating interface.
Cable Glands and Entry Management
The socket is only as strong as its weakest entry point—the cable gland. In cold storage, standard PVC glands contract and lose their grip on the cable. This can lead to the cable pulling loose or, worse, creating a gap where humid air enters and freezes inside the enclosure. Specialized cold glands, such as those utilizing nickel-plated brass bodies with special polyamide inserts, are mandatory.
These glands are designed to maintain high mechanical stability and cold impact resistance down to -40°C or lower. They provide consistent strain relief even as the cable jacket shrinks. Some designs, like the SKINTOP® COLD series, are tested to IP68 ratings against 5-bar pressure, ensuring that washdown cycles in food processing cold stores do not force water into the termination . When specifying a socket, ensure the gland is rated for the same low-temperature threshold as the housing and contacts.
Case Study: Automated Cold Storage Retrofit
To illustrate the importance of proper socket selection, consider a large-scale cold storage facility in Inner Mongolia, which operates at a consistent -30°C. This facility utilized automated shuttles for pallet movement. Initially, they deployed standard industrial sockets and M8 connectors for power and signal to the shuttle pickers. Within the first three months of operation, inspectors noted a 23% cracking rate in the connector housings.
Forensic analysis revealed that the standard PVC shells had become brittle. Furthermore, the lithium-based grease used in the coupling mechanisms had solidified, increasing mating forces and causing mechanical wear. The facility faced 12% downtime due to connector failures, primarily from signal interruption caused by internal condensation freezing.
The solution involved a complete overhaul to cold-specific components. Engineers replaced all connectors with versions utilizing cold-resistant TPU shells and gold-plated beryllium copper contacts. They integrated connectors with PTC heating elements linked to the robot’s thermal management system. The result was dramatic. Over the following 18 months of continuous operation, the icing failure rate dropped to 0.3%. Picking efficiency, previously hampered by electrical faults, improved by an estimated 300% due to the elimination of unplanned stops for connector troubleshooting.
Standards and Testing for Cold Storage Sockets
Relying on a manufacturer’s claim of “low-temperature” rating is insufficient without understanding the testing standards. The IEC 60512-11-1 standard outlines the climatic tests for connectors, which includes a sequence of temperature and humidity stresses designed to accelerate degradation mechanisms. However, specific cold storage applications demand more rigorous testing.
Look for compliance with the TÜV 2PFG2577 standard or similar, which includes low-temperature impact testing. This simulates a connector being dropped from 1 meter onto a solid surface while at -35°C. Additionally, the China Robot Industry Alliance standard CRIA 0003-2016 includes a -40°C low-temperature bending test for cables and connectors, ensuring they maintain signal integrity after millions of flex cycles in the cold. A reputable supplier should provide data on insertion force variation at -40°C versus room temperature, ensuring the force doesn’t exceed ergonomic or automated handling limits.
Conclusion: The Cost of Reliability
Investing in high-quality cold storage industrial sockets is not an electrical luxury; it is an operational necessity. The initial cost savings of standard sockets are quickly erased by downtime, maintenance labor in freezing conditions, and spoiled inventory due to system halts. By specifying sockets with cold-resistant TPU housings, gold-plated beryllium copper contacts, integrated heating elements, and certified cold-rated cable glands, operators can ensure 24/7 reliability. As the demand for global cold chain logistics intensifies, the engineering of the humble industrial socket will continue to evolve, ensuring that even at -40°C, the power stays on.